



A mérő- és ellenőrző műszerek ugyanolyan fontosak, mint a hozzájuk tartozó szoftver
Ahhoz, hogy a szerszámok pontosan azt tegyék, amire tervezték és gyártották őket, maguknak is precízen kell készülniük. Univerzális mérőgépeinkkel a szerszámok mikrométeres pontossággal mérhetők, és ellenőrizhető, hogy megfelelnek-e a követelményeknek.
Mérés a koordináta-mérőrendszerben
A mérőgépek a mért tapintási pontokat egy-egy meghatározott mozgási tengely mentén egy adott hosszmérő rendszerhez rendelik. A mérőszoftver ezt követően feldolgozza ezeket az információkat, és a teljes koordináta-mérőrendszerben meghatározott pontokhoz rendeli őket.
Az így meghatározott koordinátákból a KMG szoftvere kiszámítja a nem közvetlenül mért méretek értékeit – például hosszúságokat, szögeket, két mérési pont közötti távolságokat stb.
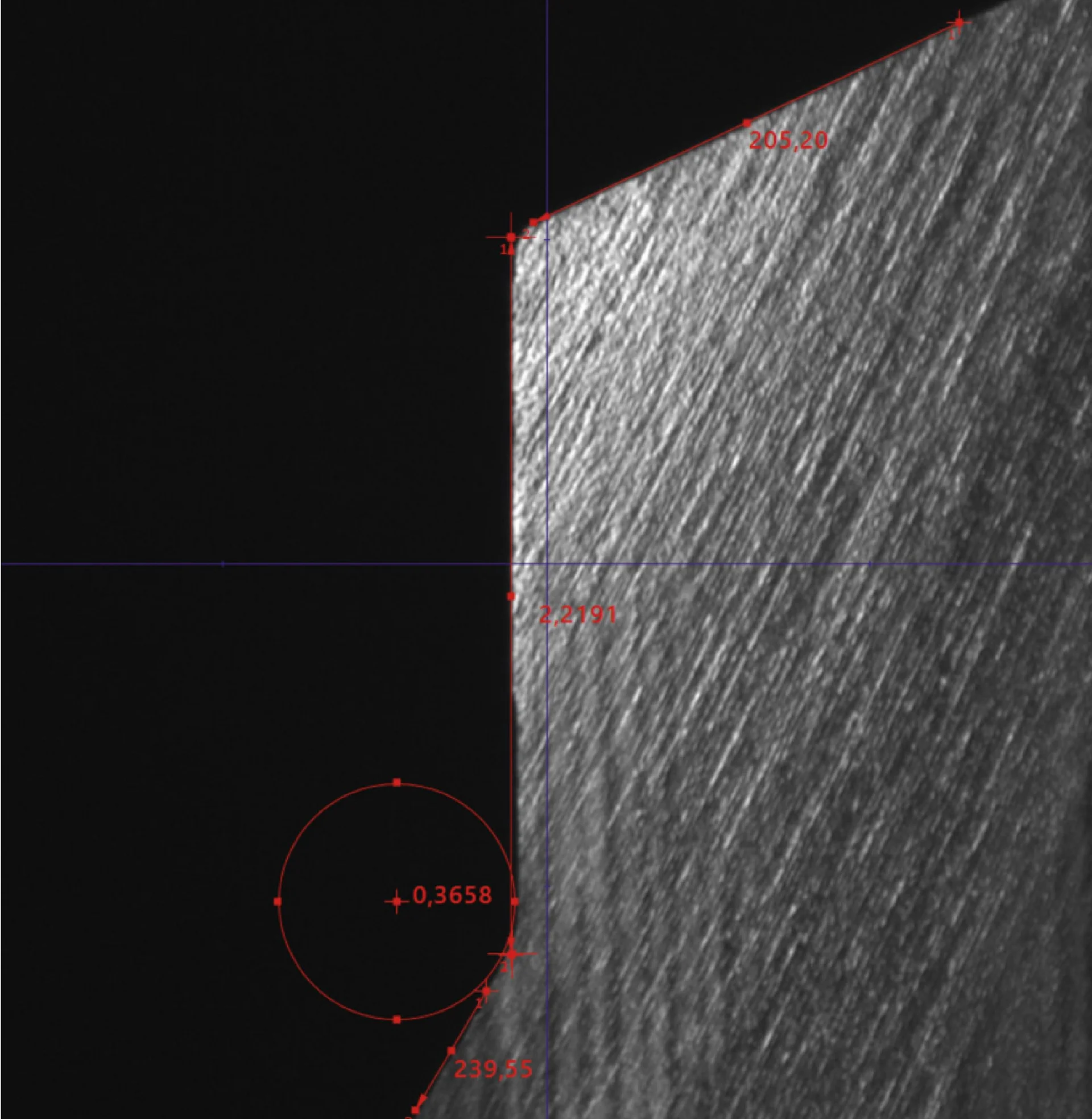
A koordináta-mérőrendszerben (angolul „Coordinate Measuring System”) meghatározott mérési pontokat (tényleges értékeket) végül összehasonlítják az előírásokból, például a szerszám terveiből származó értékekkel (célértékek). Ha ezek nem egyeznek meg egymással, vagyis ha mérési eltérések vannak – akár gyártási hibák, akár kopás miatt –, akkor ezt követően megfelelően lehet reagálni.
Mik azok a 3D-mérőgépek?
„3D-mérőgépeknek” általában azokat a mérőgépeket nevezik, amelyek viszonylag rövid idő alatt – ideális esetben valós időben – képesek megmérni egy mérendő tárgy háromdimenziós kiterjedését. Kompakt lineáris vagy mátrix-array kamerák alkalmazásával ezek a mérőgépek részben akár hordozhatóak, vagy legalábbis hordozhatóak is lehetnek. A hordozható KMG-k azonban általában valamivel pontatlanabbak, mint a hagyományos mérőgépek.

Koordináta-mérési technika
Számos mérőműszer az úgynevezett koordináta-mérési technológiával működik. A mérőműszer (teljes nevén „koordináta-mérőgép”, KMG) egy megfelelő érzékelő segítségével rögzíti azokat a pontos koordinátákat, amelyeken a munkadarab felületének bizonyos pontjai helyezkednek el.
A koordinátarendszer a legtöbb esetben párhuzamosan van kialakítva a koordináta-mérőrendszerek ortogonális mozgási tengelyeivel.
Érintésmentes tapintás
A kamerák, lézeres triangulációs érzékelők és egyéb módszerek segítségével működik viszont az érintésmentes tapintás, amelynél például optikai vagy elektromos érzékelőket alkalmaznak. A mérési folyamat tehát itt úgy zajlik, hogy a mérőérzékelő egyáltalán nem érintkezik a munkadarabbal. Bizonyos körülmények között ez jelentősen felgyorsíthatja a mérési folyamatot.
Tapintásos mérés
A munkadarabok tapintó (mechanikus) méréséhez mérőérzékelőket vagy tapintócsapokat használnak; ekkor általában megkülönböztetik a kapcsoló rendszereket (amelyek csak a nyugalmi állapot és az érintés között tudnak különbséget tenni) és a mérő rendszereket (amelyek szűk tartományban képesek eltéréseket mérni).
Többérzékelős
A multiszenzoros koordináta-mérőgépek különböző tapintási módszereket kombinálnak, hogy ne csak különösen pontos eredményeket érjenek el, hanem minden igényhez a legmegfelelőbb mérési módszert is biztosítsák.