Aus wiederholtem Messen unterschiedlicher Werkzeuge haben sich beim Werkzeughersteller Hufschmied bislang ungeahnte Einsichten ergeben. Dazu berichtet Dr.-Ing. Fuentes: „Beispielsweise hatten wir bei Fräswerkzeugen die Oberflächen am Schaft tastend gemessen. Trotz optimaler Werte für die Rautiefe Ra gab es immer wieder Werkzeuge, die durch die Schneidkräfte aus dem Hydrodehn- oder Schrumpffutter ausgezogen wurden. Diese haben wir dann optisch gemessen und sind zu erstaunlichen Ergebnissen gekommen.“
So fanden die Werkzeughersteller heraus, dass die Messergebnisse beim tastenden Messen ausgeprägt richtungsabhängig sind. Dies betrifft vor allem die Werkzeugschäfte und die daraus resultierend übertragbaren Spannkräfte. Zudem sind, wie Dr.-Ing. Fuentes erklärt, die tastend erfassten Messergebnisse untereinander nicht immer vergleichbar und durchgängig zu gebrauchen, um die Rauheit zu beurteilen. „Es gibt deutliche Unterschiede im Werkzeugverhalten, obwohl die gemittelten und gemessenen Rautiefen Rz mehrerer Werkzeuge übereinstimmen.
Nach unseren Erfahrungen können wir die Zusammenhänge von Rautiefen und Verhalten der Oberflächen hinsichtlich Spannkräften und übertragbaren Drehmomenten im Detail erst mit den optischen Messverfahren und den Inspektionsgeräten »mμFocus« von ZOLLER ausreichend beurteilen.“
Weitreichender Nutzen
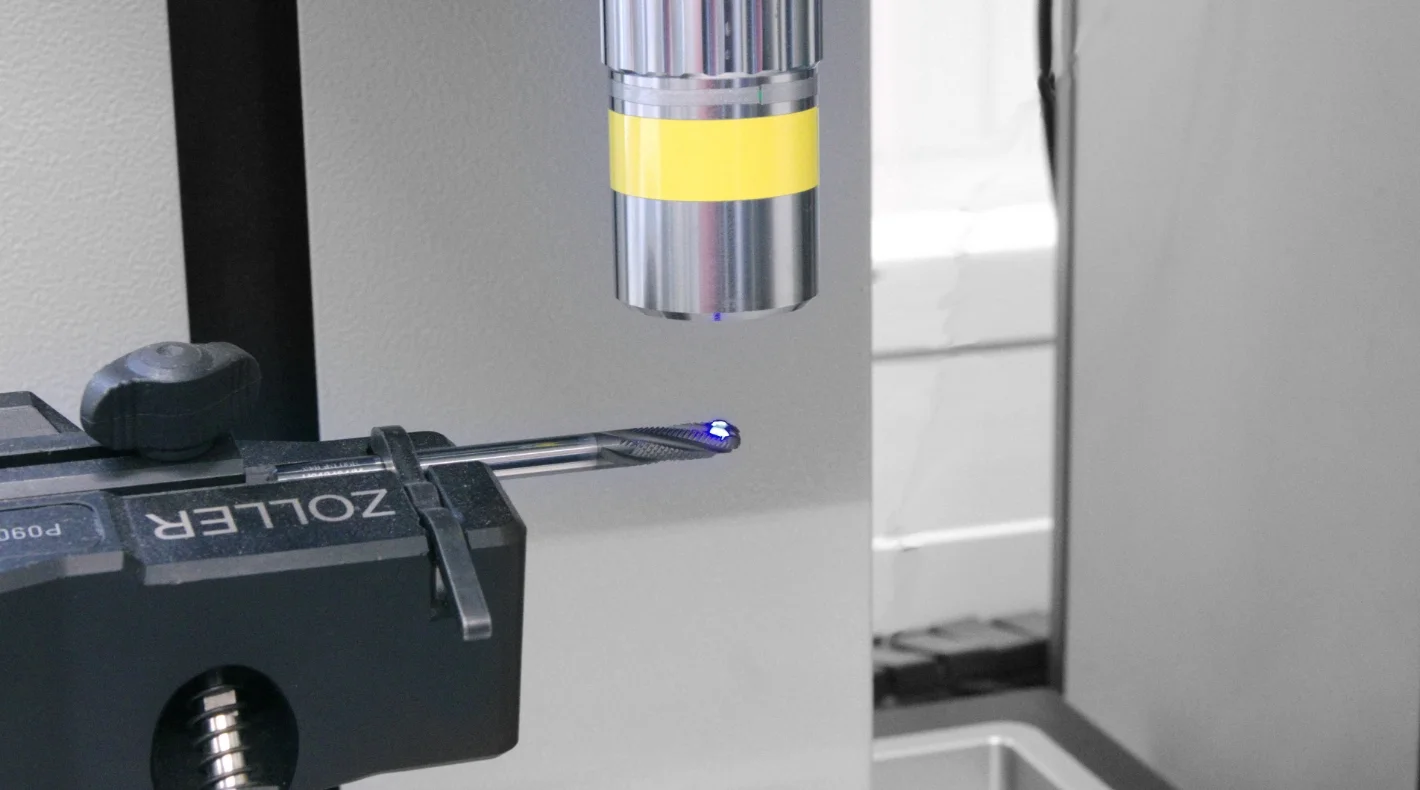
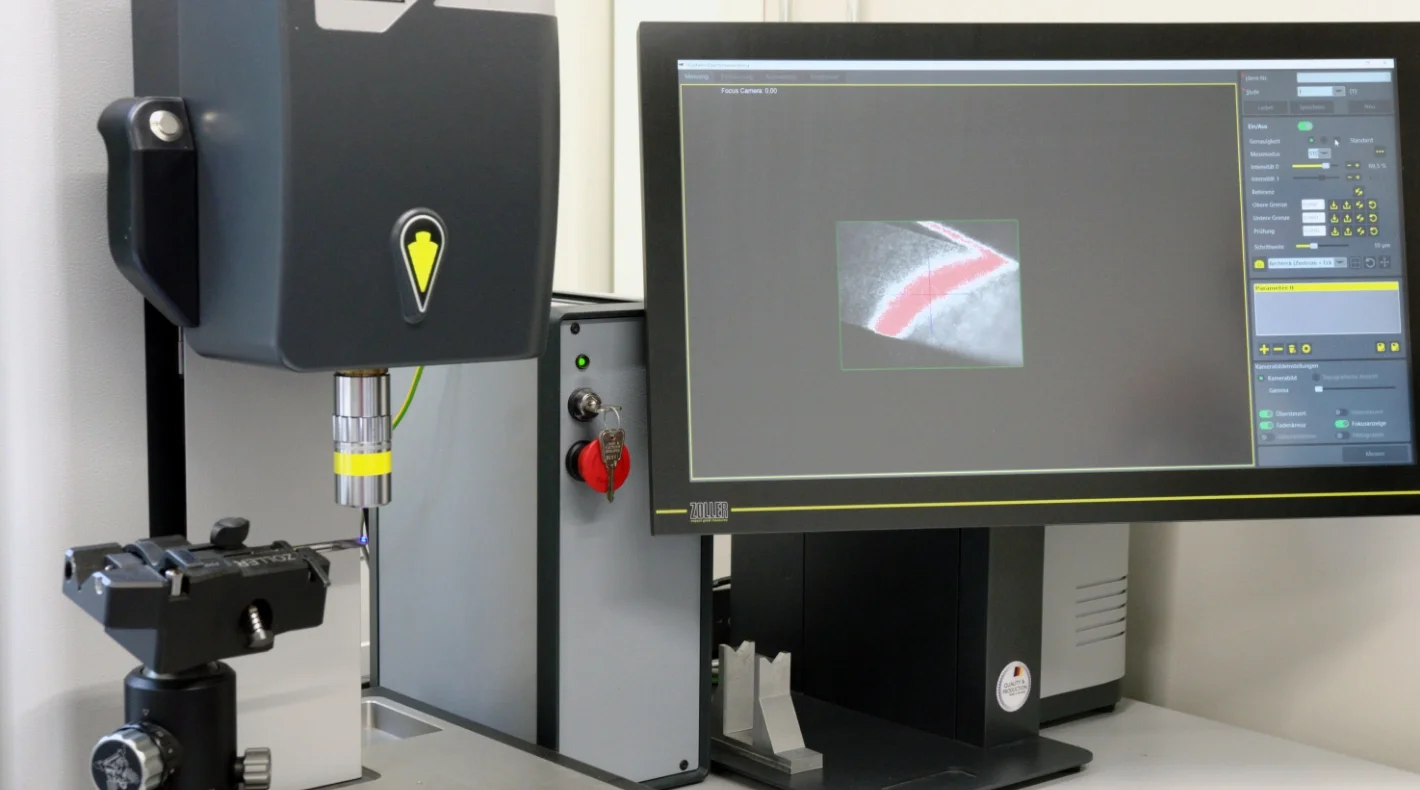
Das optische Messen mit dem Inspektionsgerät »mμFocus« von ZOLLER eröffnet den Spezialisten beim Werkzeughersteller Hufschmied ungeahnte Einblicke in die Beschaffenheit von Werkzeugoberflächen. So ist es erstmals möglich, die Rauheit flächig zu messen und zu beurteilen, nicht nur in einer Linie und in einer Richtung, wie beim tastenden Messen. Das Inspektionsgerät »mμFocus« erfasst mit einem Lichtstrahl jeweils eine 1,0 x 0,8 mm messende Fläche bei 1,3 Mio. Pixel Auflösung. Das Bild der Oberfläche auf dem Farbbildschirm zeigt die Höhenstruktur bei 0,3 μm Auflösung mit unterschiedlichen Farben. Somit kann der Bediener die erfasste und gemessene Oberfläche ganzheitlich beurteilen. Daraus ergeben sich bisher nicht erwartete Erkenntnisse. So kann man bei einigen Oberflächen, zum Beispiel am Werkzeugschaft, eine deutliche Richtungsorientierung der Rauheiten erkennen. Das kann durch das Schleifen der Werkzeuge verursacht sein“, berichtet Dr.-Ing. Fuentes.
Auch bei beschichteten Werkzeugen ergeben sich mit Hilfe des optischen, mikroskopischen Messverfahrens ähnliche Ergebnisse. Ist der üblich gemessene arithmetische Mittenrauwert Ra auf der Beschichtung überall gleich, so sieht man bei den unter dem Inspektionsgerät »mμFocus« gemessenen Flächen doch deutliche Unterschiede. Dies betrifft zum einen die Beschaffenheit der Höhenstrukturen, zum anderen die Rautiefen. Über die tatsächlichen geometrischen Eigenschaften speziell beschichteter Werkzeuge ist bisher wenig bekannt. Zudem sind die Mikrogeometrien mit üblichen Messverfahren nur pauschal zu beurteilen. Das innovative optische Messverfahren mit den Inspektionsgeräten »mμFocus« eröffnet dagegen große Chancen, Oberflächen wesentlich exakter und detaillierter beurteilen zu können.











 Zurück zur Übersicht
Zurück zur Übersicht